Chapter V: Solid Liquid Separation
Quiz (Chapters IV & V)
1. A Fe-S-H 2 O Eh-pH diagram is provided below. The iron-sulfur species is pyrite (FeS 2 ). Pyrite itself is not valuable in hydrometallurgy, but it may contain finely disseminated gold. Then pyrite can be leached to free the gold, which can then be leached with cyanide. Pyrite leaching can be accomplished using near-ambient conditions (bioleaching using sulfur-oxidizing bacteria) through to autoclave leaching at >200°C.
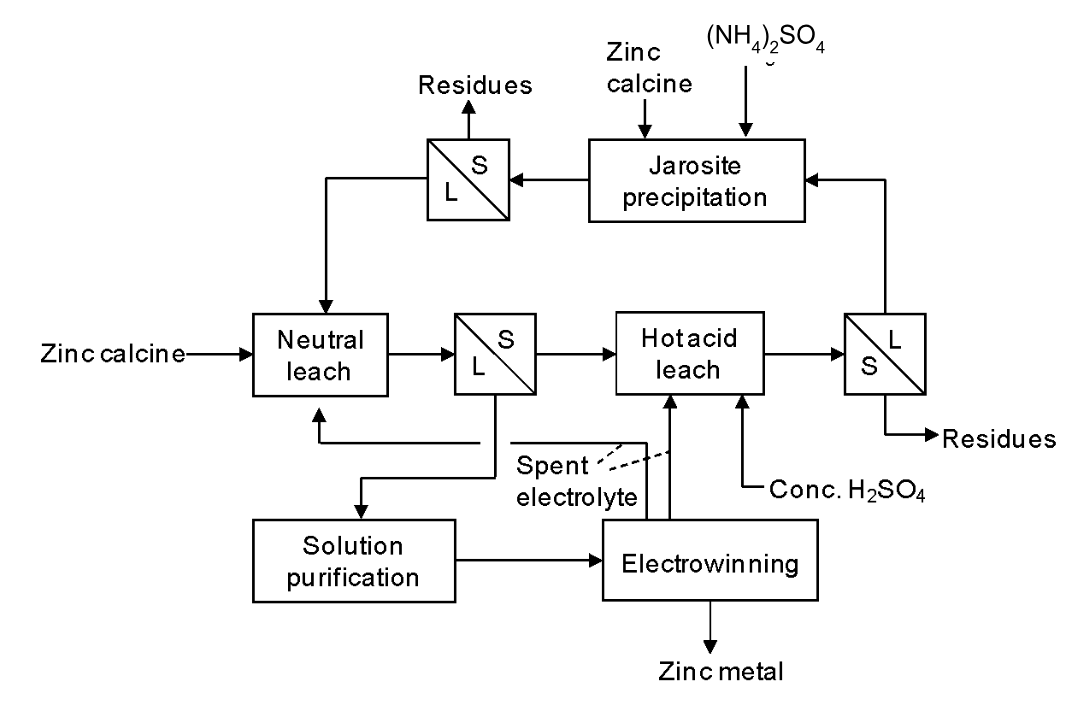
2. There are many variations on the leaching step in the Roast-Leach-Electrowin process for zinc. Many of the differences centre on how iron is rejected from the leach solution. The concentrate is roasted to obtain zinc calcine. The concentrate contains ZnS, FeS2 and perhaps other iron minerals, zinc silicates/carbonates, and low levels of lead and copper sulfides: up to 55% Zn (by weight), <10% Fe, <2% Cu, <3% Pb, as well as silicates. Traces of precious metals may also be present. The calcine is introduced in the neutral leach stage, so called because the pH is only weakly acidic (typically ~4.5). This readily dissolves most of the ZnO, but not the ZnFe2O4 that forms as a result of reaction between FeS2 and ZnS in the roaster. The necessary acid is mostly generated in electrowinning by oxidation of water at the anodes. Following the neutral leach iron is precipitated as a jarosite compound. These have the general formula, M(I)Fe3(SO4)(OH)6, where M(I) is a singly charged cation (e.g. Na+, K+, NH4+, H3O+). The K+ form is the least soluble, but the ammonium form costs less to produce. (Note the exception to the rule about alkali metal and ammonium salts solubilities.) Jarosites are a type of basic ferric sulfate salt. Conditions suitable for jarosite precipitation are ~95°C and pH 1.5; this is not sufficient to leach zinc ferrite. Zinc ferrite is leached in the hot acid stage (and possibly also in a subsequent, even more forcing stage – not included here) which uses temperatures of ~90°C and strong acid (pH ~1). The ammonium jarosite precipitate is formed after the hot acid leach stage in the flowsheet below.
4. Nickel and cobalt may be produced by leaching of laterite ores. These are oxidized, near-surface deposits containing oxides, hydroxides and aluminosilicates. Nickel may be present in a (mainly) goethite matrix, Fe(O)OH, at 1-2% grade. Cobalt is usually present at roughly 1/10 this amount. Ores are leached in autoclaves at high pressures and temperatures (≥250°C) using strongly acidic H2SO4 solution. Goethite is converted into hematite, Fe2O3, and in the process nickel and cobalt are leached into solution. After leaching and cooling the slurry is typically subjected to solid-liquid separation via counter-current decantation. This is successfully practiced at Moa Bay, Cuba. (In this case the clarified solution is then treated with hydrogen sulfide to precipitate a Ni-Co-Cu bulk “concentrate,” which is shipped to Fort Saskatchewan for conversion into pure nickel and cobalt.) Other nickel laterite processes purify the clarified solution and then recover nickel and cobalt by electrowinning.
Media Attributions
- Screenshot 2026-05-01 045113
