Part C – Understanding the Business of Managing
Chapter 13 – Operations Management
Learning Objectives
By the end of this chapter, you should be able to:
- define operations management and discuss the role of the operations manager in a manufacturing company;
- describe the decisions and activities of the operations manager in overseeing the production process in a manufacturing company;
- explain the importance of both PERT and Gantt charts;
- explain how manufacturing companies use technology to produce and deliver goods in an efficient, cost-effective manner;
- describe the decisions made in planning the product delivery process in a service company;
- identify the characteristics that distinguish service operations from manufacturing operations and identify the activities undertaken to manage operations in a service organization;
- explain how total quality management provides value to customers;
- explain how outsourcing provides value to customers; and
- explain key terms in the chapter.

Show What You Know
The Challenge: Producing Quality Jetboards
The product development process can be complex and lengthy. It took sixteen years for Bob Montgomery and others at his company to develop the PowerSki Jetboard, and this involved thousands of design changes. It was worth it, though: the Jetboard was an exciting, engine-propelled personal watercraft — a cross between a high-performance surfboard and a competition water-ski/wakeboard that received extensive media attention and rave reviews. It was showered with honours, including Time magazine’s “Best Invention of the Year” award.[1] Stories about the Jetboard appeared in more than fifty magazines around the world, and it was featured in several movies, over twenty-five TV shows, and on YouTube.[2]
Montgomery and his team at PowerSki enjoyed taking their well-deserved bows for the job they did designing the product, but having a product was only the beginning for the company. The next step was developing a system that would produce high-quality Jetboards at reasonable prices. Before putting this system in place, PowerSki managers had to address several questions.
- What kind of production process should they use to make the Jetboards?
- How large should their production facilities be, and where should they be located?
- Where should they buy needed materials?
- What systems would be needed to control the production process and ensure a quality product?
Answering these and other questions helped PowerSki set up a manufacturing system through which it could accomplish the most important task that it had set for itself: efficiently producing quality Jetboards.
Operations Management in Manufacturing
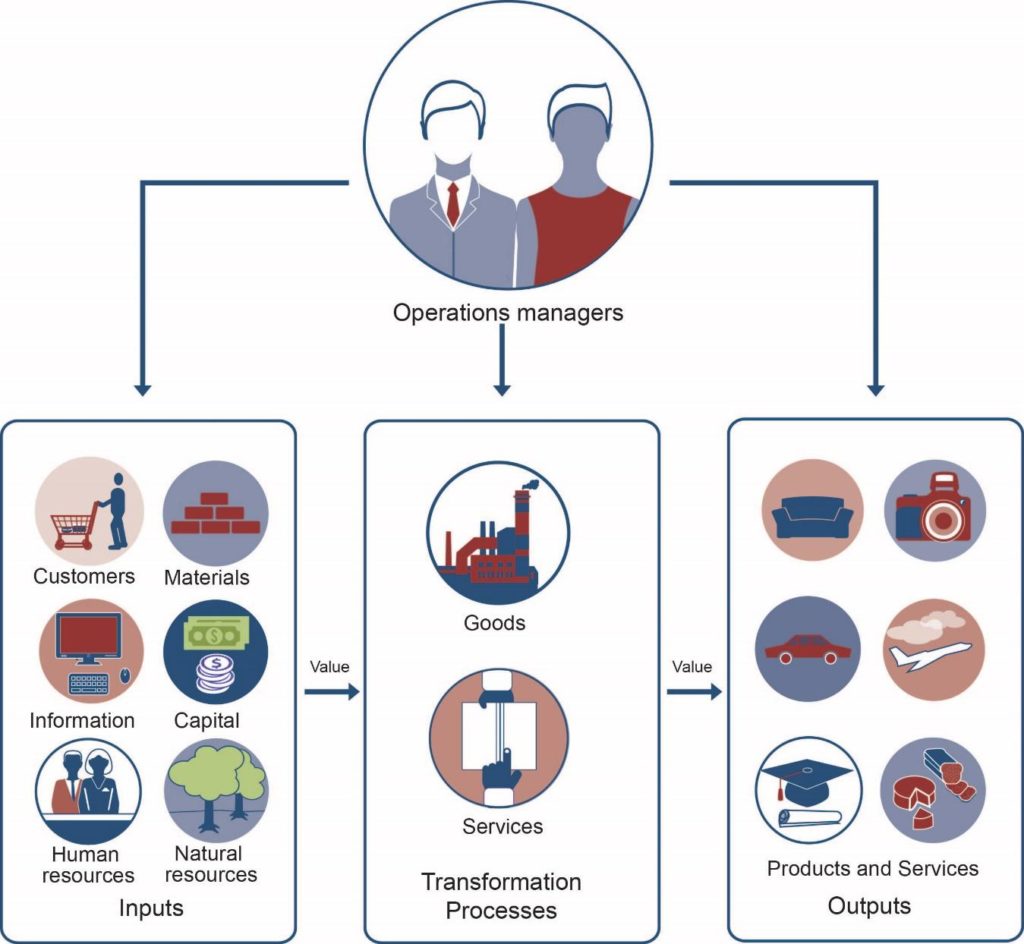
Like PowerSki, every organization — whether it produces goods or provides services — sees job #1 as furnishing customers with quality products. Thus, to compete with other organizations, a company must convert resources (materials, labour, money, information) into goods or services as efficiently as possible. The upper-level manager who directs this transformation process is called an operations manager. The job of operations management (OM) consists of all the activities involved in transforming a product idea into a finished product. Hence, because of the complexity of organizing all the activities in an organization it is more important than ever for Operations Management to ensure due diligence is utilized to structure operations. Due diligence is the set of important actions taken by directors or managers of an organization to ensure that all potential risks and errors are mitigated entirely. In addition, operations managers are involved in planning and controlling the systems that produce goods and services. In other words, operations managers manage the process that transforms inputs into outputs. The figure below illustrates these traditional functions of operations management.
Like PowerSki, all manufacturers set out to perform the same basic function: to transform resources into finished goods. To perform this function in today’s business environment, manufacturers must continually strive to improve operational efficiency. They must fine-tune their production processes to focus on quality, hold down the costs of materials and labour, and eliminate all costs that add no value to the finished product.
The Supply Chain identifies the process of transforming a product idea into a finished product, and the ways in which the process will convert raw materials into goods or services as efficiently as possible. The Value Chain identifies how value is added throughout the creation of the final good or service produced and how the costs of operational activities represent a proportion of the final sale price of the good or service.
Another job of operations managers is making the decisions involved in the effort to attain this level of operational organization and achieve its goals. Their responsibilities can be grouped as follows:
- Production planning. During production planning, managers determine how goods will be produced, where production will take place, and how manufacturing facilities will be laid out.
- Production control. Once the production process is under way, managers must continually schedule and monitor the activities that make up that process. They must solicit and respond to feedback and make adjustments where needed. At this stage, they also oversee the purchasing of raw materials and the handling of inventories.
- Quality control. The operations manager is directly involved in efforts to ensure that goods are produced according to specifications and that quality standards are maintained.
Let’s take a closer look at each of these responsibilities.
Planning the Production Process
The decisions made in the planning stage have long-range implications and are crucial to a firm’s success. Before making decisions about the operations process, managers must consider the goals set by marketing managers. Does the company intend to be a low-cost producer and to compete on the basis of price? Or does it plan to focus on quality and go after the high end of the market? Many decisions involve trade-offs. For example, low cost doesn’t normally go hand in hand with high quality. All functions of the company must be aligned with the overall strategy to ensure success.
With these thoughts in mind, let’s look at the specific types of decisions that have to be made in the production planning process. We’ve divided these decisions into those dealing with production methods, site selection, facility layout, and components and materials management.
Production-Method Decisions
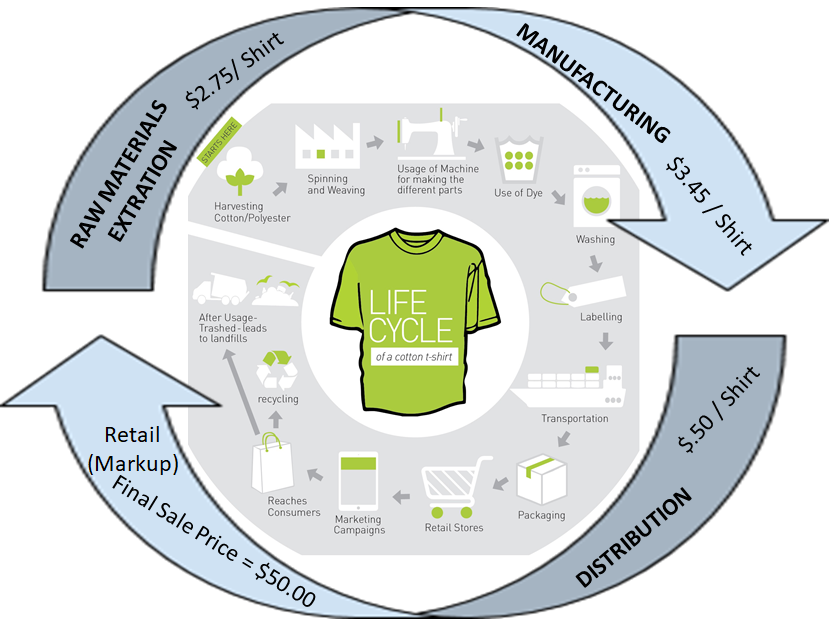
The first step in production planning is deciding which type of production process is best for making the goods that your company intends to manufacture. For example, this is depicted in figure above, illustrating the associated production process for a cotton shirt. In reaching this decision, you should answer such questions as:
- Am I making a one-of-a-kind good based solely on customer specifications, or am I producing high-volume standardized goods to be sold later?
- Do I offer customers the option of “customizing” an otherwise standardized good to meet their specific needs?
One way to appreciate the nature of this decision is by comparing three basic types of processes or methods: make-to-order, mass production, and mass customization. The task of the operations manager is to work with other managers, particularly marketers, to select the process that best serves the needs of the company’s customers.
Make-to-Order
At one time, most consumer goods, such as furniture and clothing, were made by individuals practising various crafts. By their very nature, products were customized to meet the needs of the buyers who ordered them. This process, which is called a make-to-order strategy, is still commonly used by such businesses as print or sign shops that produce low-volume, high-variety goods according to customer specifications. This level of customization often results in a longer production and delivery cycle than other approaches.
Mass Production
By the early twentieth century, a new concept of producing goods had been introduced: mass production (or make-to-stock strategy), the practice of producing high volumes of identical goods at a cost low enough to price them for large numbers of customers. Goods are made in anticipation of future demand (based on forecasts) and kept in inventory for later sale. This approach is particularly appropriate for standardized goods ranging from processed foods to electronic appliances. It generally results in shorter cycle times than a make-to-order process. This type of production also takes advantage of economies of scale, which refers to the reduced costs per unit that is realized from increased total number of units produced.
Mass Customization
There is at least one big disadvantage to mass production: customers, as one old advertising slogan put it, can’t “have it their way.” They have to accept standardized products as they come off assembly lines. Increasingly, however, customers are looking for products that are designed to accommodate individual tastes or needs but can still be bought at reasonable prices. To meet the demands of these consumers, many companies have turned to an approach called mass customization, which combines the advantages of customized products with those of mass production.
This approach requires that a company interact with the customer to find out exactly what the customer wants and then manufacture the good, using efficient production methods to hold down costs. One efficient method is to mass-produce a product up to a certain cut-off point and then to customize it to satisfy different customers.

One of the best-known mass customizers is Nike, which has achieved success by allowing customers to configure their own athletic shoes, apparel, and equipment through NikeiD program. The Web has a lot to do with the growth of mass customization. Levi’s, for instance, lets customers find a pair of perfect fitting jeans by going through an online fitting process. Oakley offers customized sunglasses, goggles, watches, and backpacks, while Mars, Inc. can make M&M’s in any color the customer wants (say, school colours) as well as add text and even pictures to the candy.
Naturally, mass customization doesn’t work for all types of goods. Most people don’t care about customized detergents or paper products. And while many of us like the idea of customized clothes, footwear, or sunglasses, we often aren’t willing to pay the higher prices they command.
Facilities Decisions
After selecting the best production process, operations managers must then decide where the goods will be manufactured, how large the manufacturing facilities will be, and how those facilities will be laid out.
Site Selection
In site selection (choosing a location for the business), managers must consider several factors:
- To minimize shipping costs, managers often want to locate plants close to suppliers, customers, or both.
- They generally want to locate in areas with ample numbers of skilled workers.
- They naturally prefer locations where they and their families will enjoy living.
- They want locations where costs for resources and other expenses — land, labour, construction, utilities, and taxes — are low.
- They look for locations with a favourable business climate — one in which, for example, local governments might offer financial incentives (such as tax breaks) to entice them to do business in their locales. For example, an enterprise zone is an area in which incentives are used to attract investments from private companies.
Managers rarely find locations that meet all these criteria. As a rule, they identify the more important criteria and aim at satisfying them. In deciding to locate in San Clemente, California, for instance, PowerSki was able to satisfy three important criteria: (1) proximity to the firm’s suppliers, (2) availability of skilled engineers and technicians, and (3) favourable living conditions. These factors were more important than operating in a low-cost region or getting financial incentives from local government. Because PowerSki distributes its products throughout the world, proximity to customers was also unimportant.
Capacity Planning
Now that you know where you’re going to locate, you have to decide on the quantity of products that you’ll produce. You begin by forecasting demand for your product, which isn’t easy. To estimate the number of units that you’re likely to sell over a given period, you have to understand the industry that you’re in and estimate your likely share of the market by reviewing industry data and conducting other forms of research.
Once you’ve forecasted the demand for your product, you can calculate the capacity requirements of your production facility — the maximum number of goods that it can produce over a given time under normal working conditions. In turn, having calculated your capacity requirements, you’re ready to determine how much investment in plant and equipment you’ll have to make, as well as the number of labour hours required for the plant to produce at capacity and meet demand.
Like forecasting, capacity planning is difficult. Unfortunately, failing to balance capacity and projected demand can be seriously detrimental to your bottom line. If you set capacity too low (and so produce less than you should), you won’t be able to meet demand, and you’ll lose sales and customers. If you set capacity too high (and turn out more units than you should), you’ll waste resources and inflate operating costs. Therefore continuous review, the process of routinely reviewing the organization’s processes to determine where improvements can be made to increase organizational efficiency, is very important in the capacity planning process to avoid producing too much or too little.
Managing the Production Process in a Manufacturing Company
Operations managers engage in the daily activities of materials management, which encompasses the activities of purchasing, inventory control, and work scheduling.
Purchasing and Supplier Selection
The process of acquiring the materials and services to be used in production is called purchasing (or procurement). For many products, the costs of materials make up about 50 percent of total manufacturing costs. Not surprisingly, materials acquisition gets a good deal of the operations manager’s time and attention. As a rule, there’s no shortage of vendors willing to supply materials, but the trick is finding the best suppliers. Operations managers must consider questions such as:
- Can the vendor supply the needed quantity of materials at a reasonable price?
- Is the quality good?
- Is the vendor reliable (will materials be delivered on time)?
- Does the vendor have a favourable reputation?
- Is the company easy to work with?
Getting the answers to these questions and making the right choices — a process known as supplier selection — is a key responsibility of operations management.
Procurement
Technology has changed the way businesses buy things. Through modern procurement, companies use the Internet to interact with suppliers. The process is similar to the one you’d use to find a consumer good — say, a high-definition TV — over the Internet. To choose a TV, you might browse the websites of manufacturers like Sony, then shop prices and buy at Amazon, the world’s largest online retailer.
If you were a purchasing manager using the Internet to buy parts and supplies, you’d follow basically the same process. You’d identify potential suppliers by going directly to private websites maintained by individual suppliers or to public sites that aggregate information on numerous suppliers. You could do your shopping through online catalogs, or you might participate in an online marketplace by indicating the type and quantity of materials you need and letting suppliers bid. Finally, just as you paid for your TV electronically, you could use a system called electronic data interchange (EDI) to process your transactions and transmit all your purchasing documents.
The Internet provides an additional benefit to purchasing managers by helping them communicate with suppliers and potential suppliers. They can use the Internet to give suppliers specifications for parts and supplies, encourage them to bid on future materials needs, alert them to changes in requirements, and give them instructions on doing business with their employers. Using the Internet for business purchasing cuts the costs of purchased products and saves administrative costs related to transactions. It’s also faster for procurement and fosters better communications.
Inventory Control
If a manufacturer runs out of the materials it needs for production, then production stops. In the past, many companies guarded against this possibility by keeping large inventories of materials on hand. It seemed like the thing to do at the time, but it often introduced a new problem — wasting money. Companies were paying for parts and other materials that they wouldn’t use for weeks or even months, and in the meantime, they were running up substantial storage and insurance costs. If the company redesigned its products, some parts might become obsolete before ever being used.
Most manufacturers have since learned that to remain competitive, they need to manage inventories more efficiently. This task requires that they strike a balance between two threats to productivity: losing production time because they’ve run out of materials and wasting money because they’re carrying too much inventory. The process of striking this balance is called inventory control, and companies now regularly rely on a variety of inventory-control methods.
Just-in-Time Production
One method is called just-in-time (JIT) production: the manufacturer arranges for materials to arrive at production facilities just in time to enter the manufacturing process. Parts and materials don’t sit unused for long periods, and the costs of “holding” inventory are significantly cut. JIT, however, requires considerable communication and cooperation between the manufacturer and the supplier. The manufacturer has to know what it needs and when. The supplier has to commit to supplying the right materials, of the right quality, at exactly the right time.
Material Requirements Planning
A software tool called material requirements planning (MRP), relies on sales forecasts and ordering lead times for materials to calculate the quantity of each component part needed for production and then determine when they should be ordered or made. The detailed sales forecast is turned into a master production schedule (MPS), which MRP then expands into a forecast for the needed parts based on the bill of materials for each item in the forecast. A bill of materials is simply a list of the various parts that make up the end product. The role of MRP is to determine the anticipated need for each part based on the sales forecast and to place orders so that everything arrives just in time for production.
Graphical Tools: Gantt and PERT Charts
To control the timing of all operations, managers set up schedules: they select jobs to be performed during the production process, assign tasks to work groups, set timetables for the completion of tasks, and make sure that resources will be available when and where they’re needed. There are a number of scheduling techniques. We’ll focus on two of the most common—Gantt and PERT charts.
Gantt Charts
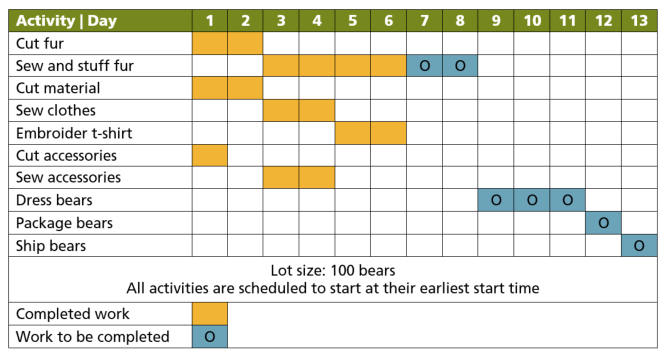
A Gantt chart, named after the designer, Henry Gantt, is an easy-to-use graphical tool that helps operations managers determine the status of projects. Let’s say that you’re in charge of making the “hiking bear” offered by the Toronto Teddy Bear Company. Below is a Gantt chart for the production of one hundred of these bears. As you can see, it shows that several activities must be completed before the bears are dressed: the fur has to be cut, stuffed, and sewn; and the clothes and accessories must be made. Our Gantt chart tells us that by day six, all accessories and clothing have been made. The sewing and stuffing, however (which must be finished before the bears are dressed), isn’t scheduled for completion until the end of day eight. As operations manager, you’ll have to pay close attention to the progress of the sewing and stuffing operations to ensure that finished products are ready for shipment by their scheduled date.
PERT Charts
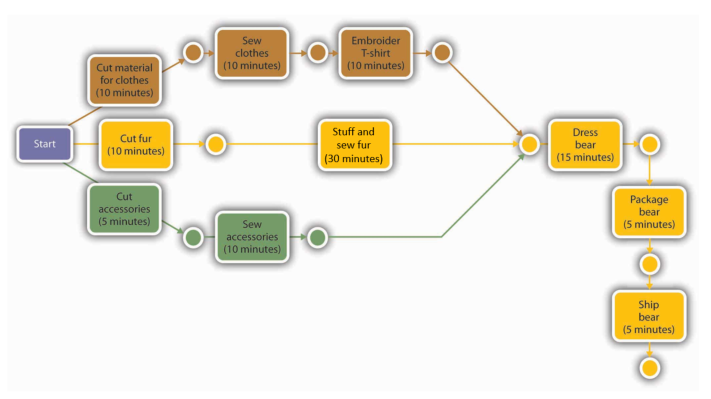
Gantt charts are useful when the production process is fairly simple and the activities aren’t interrelated. For more complex schedules, operations managers may use PERT charts. PERT (which stands for Program Evaluation and Review Technique) is designed to diagram the activities required to produce a good, specify the time required to perform each activity in the process, and organize activities in the most efficient sequence. It also identifies a critical path: the sequence of activities that will entail the greatest amount of time. Below is a PERT diagram showing the process for producing one “hiker” bear at Toronto Teddy Bear.
Our PERT chart shows how the activities involved in making a single bear are related. It indicates that the production process begins at the cutting station. Next, the fur that’s been cut for this particular bear moves first to the sewing and stuffing stations and then to the dressing station. At the same time that its fur is moving through this sequence of steps, the bear’s clothes are being cut and sewn and its T-shirt is being embroidered. Its backpack and tent accessories are also being made at the same time. Note that fur, clothes, and accessories all meet at the dressing station, where the bear is dressed and outfitted with its backpack. Finally, the finished bear is packaged and shipped to the customer’s house.
What was the critical path in this process? The path that took the longest amount of time was the sequence that included cutting, stuffing, dressing, packaging, and shipping—a sequence of steps taking sixty-five minutes. If you wanted to produce a bear more quickly, you’d have to save time on this path. Even if you saved the time on any of the other paths, you still wouldn’t finish the entire job any sooner: the finished clothes would just have to wait for the fur to be sewn and stuffed and moved to the dressing station. We can gain efficiency only by improving our performance on one or more of the activities along the critical path.
The Technology of Goods Production
PowerSki founder and CEO Bob Montgomery spent sixteen years designing the Jetboard and bringing it to production. At one point, in his efforts to get the design just right, he’d constructed thirty different prototypes. Montgomery thought that he could handle the designing of the engine without the aid of a computer. Before long, however, he realized that it was impossible to keep track of all the changes.
Computer-Aided Design
That’s when Montgomery turned to computer technology for help and began using a computer-aided design (CAD) software package to design not only the engine but also the board itself and many of its components. The CAD program enabled Montgomery and his team of engineers to test the product digitally and work out design problems before moving to the prototype stage.
The sophisticated CAD software allowed Montgomery and his team to put their design paper in a drawer and to start building both the board and the engine on a computer screen. By rotating the image on the screen, they could even view the design from every angle. Having used their CAD program to make more than four hundred design changes, they were ready to test the Jetboard in the water. During the tests, onboard sensors transmitted data to computers, allowing the team to make adjustments from the shore while the prototype was still in the water. Nowadays, PowerSki uses collaboration software to transmit design changes to the suppliers of the 340 components that make up the Jetboard. In fact, a majority of design work these days is done with the aid of computers, which add speed and precision to the process.
Computer-Aided Manufacturing
For many companies, the next step is to link CAD to the manufacturing process. A computer-aided manufacturing (CAM) software system determines the steps needed to produce the component and instructs the machines that do the work. Because CAD and CAM programs can “talk” with each other, companies can build components that satisfy exactly the requirements set by the computer-generated model. CAD/CAM systems permit companies to design and manufacture goods faster, more efficiently, and at a lower cost, and they’re also effective in helping firms monitor and improve quality. CAD/CAM technology is used in many industries, including the auto industry, electronics, and clothing. If you have ever seen how a 3-D printer works, you have a pretty good idea of how CAM works too.
Computer-Integrated Manufacturing
By automating and integrating all aspects of a company’s operations, computer-integrated manufacturing (CIM) systems have taken the integration of computer-aided design and manufacturing to a higher level — and are in fact revolutionizing the production process. CIM systems expand the capabilities of CAD/CAM. In addition to design and production applications, they handle such functions as order entry, inventory control, warehousing, and shipping. In the manufacturing plant, the CIM system controls the functions of industrial robot — computer-controlled machines used to perform repetitive tasks that are also hard or dangerous for human workers to perform.
Operations Management for Service Providers
As the Canadian economy has changed from a goods producer to a service provider over the last sixty years, the dominance of the manufacturing sector has declined substantially. Today, only about 10 percent of Canadian workers are employed in manufacturing, in contrast to 30 percent in 1950.[3] Most of us now hold jobs in the service sector, which accounts for approximately 80 percent of Canadian jobs.[4] In 2013, Walmart was America’s largest employer, followed by McDonald’s, United Parcel Service (UPS), Target and Kroger. Not until we drop down to the ninth-largest employer — Hewlett Packard — do we find a company with a manufacturing component.[5]
Though the primary function of both manufacturers and service providers is to satisfy customer needs, there are several important differences between the two types of operations. Let’s focus on three of them:
- Intangibility. Manufacturers produce tangible products — things that can be touched or handled, such as automobiles and appliances. Service companies provide intangible products, such as banking, entertainment, or education.
- Customization. Most manufactured goods are standardized. Services, by contrast, are often customized to satisfy the specific needs of a customer. For example, when you go to the hairdresser, you ask for a haircut that looks good on you because of the shape of your face and the texture of your hair.
- Customer contact. You could spend your entire working life assembling cars in Oshawa in Ontario and never meet a customer who bought a car that you helped to make. But if you were a restaurant server, you’d interact with customers every day. In fact, their satisfaction with your product would be determined in part by the service that you provided. Unlike manufactured goods, many services are bought and consumed at the same time.

Here is just one of the over twelve thousand Burger King restaurants across the globe. Not surprisingly, operational efficiency is just as important in service industries as it is in manufacturing. To get a better idea of the role of operations management in the service sector, we’ll look closely at Burger King (BK). BK has grown substantially since selling the first Whopper (for $0.37) almost half a century ago. The instant success of the fire-grilled burger encouraged the Miami founders of the company to expand by selling franchises.
Today, there are BK company-owned and independently-owned franchised restaurants in 100 countries, and they employ over 34,000 people.[6] More than eleven million customers visit BK each day.[7] Burger King even purchased Tim Hortons in December of 2014. The acquisition was made for $12 billion, making Burger King the third largest fast food service restaurant chain in the world. The company even moved its headquarters to Canada to assume a new tax nationality in order to reduce the corporate taxes the organization pays in the U.S.
Operations Planning
When starting or expanding operations, businesses in the service sector must make a number of decisions quite similar to those made by manufacturers:
- What services (and perhaps what goods) should they offer?
- Where will they locate their business, and what will their facilities look like?
- How will they forecast demand for their services?
Let’s see how service firms like BK answer questions such as these.[8]
Operations Processes
Service organizations succeed by providing services that satisfy customers’ needs. Companies that provide transportation, such as airlines, have to get customers to their destinations as quickly and safely as possible. Companies that deliver packages, such as FedEx, must pick up, sort, and deliver packages in a timely manner. Companies that provide both services and goods, such as Domino’s Pizza, have a dual challenge: they must produce a quality good and deliver it satisfactorily.
Service providers that produce goods can adopt either a make-to-order or a make-to-stock approach to producing them. BK, which encourages patrons to customize burgers and other menu items, uses a make-to-order approach, building sandwiches one at a time. Meat patties, for example, go from the grill to a steamer for holding until an order comes in. Although many fast food restaurants have adopted the make-to-order model, a few continue to make-to-stock. For example, Dunkin’ Donuts does not customize doughnuts, and so they do not have to wait for customer orders before making them.
Like manufacturers, service providers must continuously look for ways to improve operational efficiency. Throughout its sixty-year history, BK has introduced a number of innovations that have helped make the company (as well as the fast-food industry itself) more efficient. BK, for example, was the first to offer drive-through service (which now accounts for over 50 percent of its sales).[9]
It was also BK Vice President David Sell who came up with the idea of moving the drink station from behind the counter so that customers could take over the time-consuming task of filling cups with ice and beverages. BK was able to cut back one employee per day at every one of its more than eleven thousand restaurants. Material costs also went down because customers usually fill cups with more ice, which is cheaper than a beverage. Moreover, there were savings on supply costs because most customers don’t bother with lids, and many don’t use straws. On top of everything else, most customers liked the system (for one thing, it allowed them to customize their own drinks by mixing beverages), and as a result, customer satisfaction went up. Overall, the new process was a major success and quickly became the industry standard.
Facilities
When starting or expanding a service business, owners and managers must invest a lot of time in selecting a location, determining its size and layout, and forecasting demand. A poor location or a badly designed facility can cost customers, and inaccurate estimates of demand for products can result in poor service, excessive costs, or both.
Site Selection
Site selection is also critical in the service industry, but not for the same reasons as in the manufacturing industry. Service businesses need to be accessible to customers. Some service businesses, such as cable-TV providers, package-delivery services, and e-retailers, go to their customers. Many others, however — hotels, restaurants, stores, hospitals, and airports — have to attract customers to their facilities. These businesses must locate where there’s a high volume of available customers. In picking a location, BK planners perform a detailed analysis of demographics and traffic patterns; the most important factor is usually traffic count—the number of cars or people that pass by a specific location in the course of a day. In Canada, where we travel almost everywhere by car, BK looks for busy intersections, highway interchanges with easy off and on ramps, or such “primary destinations” as shopping malls, tourist attractions, downtown business areas, or movie theaters. In Europe, where public transportation is much more common, planners focus on subway, train, bus, and trolley stops.
Once planners find a site with an acceptable traffic count, they apply other criteria. For example, it must be easy for vehicles to enter and exit the site, which must also provide enough parking to handle projected dine-in business. Local zoning must permit standard signage, especially along major highways. Finally, expected business must be high enough to justify the cost of the land and building.
Size and Layout
In the service sector, most businesses must design their facilities with the customer in mind; they must accommodate the needs of their customers while keeping costs as low as possible. Let’s see how BK has met this challenge.
For its first three decades, almost all BK restaurants were pretty much the same. They all sat on one acre of land (located “through the light and to the right”), had about four thousand square feet of space, and held seating for seventy customers. All kitchens were roughly the same size. As long as land was cheap and sites were readily available, this system worked well. By the early 1990s, however, most of the prime sites had been taken, if not by BK itself, then by one of its fast-food competitors or other businesses needing a choice spot, including gas stations and convenience stores. With everyone bidding on the same sites, the cost of a prime acre of land had increased from $100,000 to over $1 million in a few short years.
To continue growing, BK needed to change the way it found and developed its locations. Planners decided that they had to find ways to reduce the size of a typical BK restaurant. For one thing, they could reduce the number of seats, because the business at a typical outlet had shifted over time from 90 percent inside dining to a 50-50 split between drive through and eat-in service.
David Sell (the same executive who had recommended letting customers fill their own drink cups) proposed to save space by wrapping Whoppers in paper instead of serving them in the cardboard boxes that took up more space. So BK switched to a single paper wrapper with the label “Whopper” on one side and “Cheese Whopper” on the other. To show which product was inside, employees just folded the wrapper in the right direction. Ultimately, BK replaced pallets piled high with boxes with just a few boxes of wrappers.
Ideas like these helped BK trim the size of a restaurant from four thousand square feet to as little as one thousand. In turn, smaller facilities enabled the company to enter markets that were once cost prohibitive. Now BK could locate profitably in airports, food courts, strip malls, centre-city areas, and even schools.
Capacity Planning
Estimating capacity needs for a service business isn’t the same thing as estimating those of a manufacturer. Service providers can’t store their products for later use: hairdressers can’t “inventory” haircuts, and amusement parks can’t “inventory” roller-coaster rides. Service firms have to build sufficient capacity to satisfy customers’ needs on an “as-demanded” basis. Like manufacturers, service providers must consider many variables when estimating demand and capacity:
- How many customers will I have?
- When will they want my services (which days of the week, which times of the day)?
- How long will it take to serve each customer?
- How will external factors, such as weather or holidays, affect the demand for my services?
Forecasting demand is easier for companies like BK, which has a long history of planning facilities, than for brand-new service businesses. BK can predict sales for a new restaurant by combining its knowledge of customer-service patterns at existing restaurants with information collected about each new location, including the number of cars or people passing the proposed site and the effect of nearby competition.
Managing Operations
Overseeing a service organization puts special demands on managers, especially those running firms, such as hotels, retail stores, and restaurants, who have a high degree of contact with customers. Service firms provide customers with personal attention and must satisfy their needs in a timely manner. This task is complicated by the fact that demand can vary greatly over the course of any given day. Managers, therefore, must pay particular attention to employee work schedules and, in many cases, inventory management.
Managing service operations is about more than efficiency of service. It is about finding a balance between profitability, innovation, customer satisfaction and associate satisfaction, sometimes referred to as the balance scorecard. The balance scorecard model utilizes 360 degree feedback, a process of collecting feedback from all of a business’s stakeholders, in order to improve operational efficiency.
In his book entitled Moments of Truth, Jan Carlzon, former Chief Executive Office of SAS Group, refers to those moments when an employee interacts with a customer.[10] Moments can range from calling a help line, checking in at an airline counter, the greeting from a hostess in a restaurant to resolving a maintenance problem in a hotel guest room. The quality of staff a company hires, how they train their employees, and the focus management places on creating a culture of service, will determine how successful the company is in service delivery and maximizing the impact of these moments of truth.
The Ritz-Carlton hotel company maximizes their moments of truth by living their motto, “We are Ladies and Gentleman serving Ladies and Gentleman”. Ritz-Carlton’s Three Steps of Service are:
- A warm and sincere greeting. Use the guest’s name.
- Anticipation and fulfillment of each of the needs of each guest.
- Fond farewell. Give a warm good-bye and use the guest’s name.[11]
Ritz-Carlton reinforces this service culture daily in short meetings with all staff at the beginning of each shift.
Chick-fil-A is recognized as an industry leader in service for the fast food industry in the United States. Chick-fil-A uses the term “my pleasure” which founder S. Truett Cathy credits to Ritz-Carlton.[12] The company follows customer-centred leadership. Staff focus on being swift and attentive to customer needs. Chick-fil-A uses this YouTube video as part of their employee orientation and training: “Every life has a story”.
The video “Every life has a story” shows different segments of our population and their stories. It shows that employees as well as customers are people with their own life stories, and that it is important for us all to be kind, respectful and compassionate.
Well-known blogger and marketing consultant Marcus Sheridan explains his view of the success of Chick-fil-A in this blog post:[13]
Dang I love it when I see great people and great businesses kicking butt at what they do. Such was the case recently when the fam and I stopped into a local Chick-fil-A restaurant here in Virginia and I was treated to a free course entitled, “This is How To Run a Business that Kicks Butt and Takes Names….”, or at least that something like that …..
As the kids were all eating their food and I was busy being blown away by this perfect company and business model, I decided to ask my 9 year old daughter a simple question:
Me: Danielle, what do you notice about this restaurant that’s different than others?
Danielle (by now used to weird business questions from her father): Well, first of all everyone that works here is happy.
Me: Yes, they are, aren’t they? How’s that make you feel to see them smiling?
Danielle: It makes me feel good inside.
Me: I agree…What else do you notice?
Danielle: There are pictures everywhere. And writings on the walls. And it’s really clean.
Me: Good observations dear. Danielle, you’re looking at the most well run business in America.
For any of you that have been to Chick-fil-A before, you may already understand and appreciate what I’m talking about. If you haven’t gone to one and would like 4 years’ worth of business school wrapped up in 45 minutes, then take a stroll on over to one of their restaurants for lunch and just sit, watch, and observe.
But to make what could be a long blog much shorter, allow me to quickly list the 8 reasons why Chick-fil-A has the best business model in America.
Happy Employees/Service: It’s unbelievable what type of employees this company has. Heck, while we were eating our meal the other day, an employee with a big smile came over and asked us if we’d like refills on our drinks. For a fast food company, this is utterly unheard of in our society these days. It’s obvious that Chick-fil-A doesn’t go cheap on their people nor their way of doing things. I’m sure they pay decent wages but they also create an atmosphere that attracts great people. What a wonderful model this is for any business.
They’re Clean!: Somewhere along the lines sanitation and cleanliness became a lost art in the fast food industry. Notwithstanding this trend, Chick-fil-A has bucked the system and their restaurants, as well as their bathrooms, are almost always immaculate. I don’t know about you, but I’ll pay more for clean any day of the week.
They Know What They’re GREAT At: Most businesses try to be a jack of all trades, which ends up causing them to be master of none. That’s why Chick-fil-A will never have a burger on their menu. Why? Because they don’t care. They know they’ll never be the best at beef but they sure as heck have created a culture around the chicken sandwich. Wow, what a lesson this is for those businesses out there with no identity, niche, or individual greatness.
They Ain’t Cheap: Yep, having high prices is actually a GOOD business model. I don’t know about you, but the idea of having to sell a lot to make a little stinks. Chick-fil-A has prices a good bit higher than most of their fast food competitors, notwithstanding they are always full of smiling customers, just waiting to spend the extra green stamps. These higher prices lead to better employees, service, food quality, customers, etc. I’m sure never once has their management even asked, “How can we be the cheapest?” But I’d bet my home they’ve asked, “How can we be the best, regardless of what it costs?”
Ambiance: The next time you go to Chick-fil-A check out all the little things they do to make their restaurants warm and attractive. They have photos of employees, quotes on the walls, paintings from local children, etc. Everywhere you look in one of their stores you’ll find something that makes you smile.
Community Involvement: Wow do they do this better than any fast food company. In fact, this one isn’t even close. They are constantly doing promos within the community for youth teams, causes, etc. In fact, it’s like they’ve taken social media to another level because for them it’s not just about using Facebook and the like, it’s about actually being involved and in the trenches. Huge props to Chick-fil-A for this.
Awesome Website: All of you that read this blog know how I feel about the importance of having a great website and web presence in order to be a successful business. If you want to see what a great business website looks like, head on over. Whether it’s bios of the employees, social media links, customers stories, etc—this site is spot-on.
The Food is Actually Good: Ahh yes, lest we forget this other forgotten trait of fast food restaurants—great food. Everybody likes Chick-fil-A. Nothing on their menu is poor quality. They’re proud of their food and they have every right to be.
So there you have it folks—the 8 qualities of the best business model in America. What’s great is that every business can copy the way Chick-fil-A has built their company. The qualities listed above are simply principles that can be applied to any business or any website for that matter. So if you’re lacking inspiration for your business, it might be time for a Chicken Sandwich and waffle fries.
**Author’s Note: It goes without saying that I have no affiliation with Chick-fil-A, I just happen to write about greatness when I see it.
Scheduling
In manufacturing, managers focus on scheduling the activities needed to transform raw materials into finished goods. In service organizations, they focus on scheduling workers so that they’re available to handle fluctuating customer demand. Each week, therefore, every BK store manager schedules employees to cover not only the peak periods of breakfast, lunch, and dinner, but also the slower periods in between. If he or she staffs too many people, labour cost per sales dollar will be too high. If there aren’t enough employees, customers have to wait in lines. Some get discouraged, and even leave, and many may never come back.
Scheduling is made easier by information provided by a point-of-sale device built into every BK cash register. The register sends data on every sandwich, beverage, and side order sold by the hour, every hour of the day, every day of the week to a computer system that helps managers set schedules. To determine how many people will be needed for next Thursday’s lunch hour, the manager reviews last Thursday’s data, using sales revenue and a specific BK formula to determine the appropriate staffing level. Each manager can adjust this forecast to account for other factors, such as current marketing promotions or a local sporting event that will increase customer traffic.
Inventory Control
Businesses that provide both goods and services, such as retail stores and auto-repair shops, have the same inventory control problems as manufacturers: keeping levels too high costs money, while running out of inventory costs sales. Technology, such as the point-of-sale registers used at BK, makes the job easier. BK’s system tracks everything sold during a given time and lets each store manager know how much of everything should be kept in inventory. It also makes it possible to count the number of burgers and buns, bags and racks of fries, and boxes of beverage mixes at the beginning or end of each shift. Because there are fixed numbers of supplies — say, beef patties or bags of fries — in each box, employees simply count boxes and multiply. In just a few minutes, the manager knows whether the inventory is correct (and should be able to see if any theft has occurred on the shift).
Producing for Quality
What do you do if your brand-new phone doesn’t work when you get it home? What if you were late for a test because it took you twenty minutes to get a burger and fries at a drive-through window? Like most people, you’d probably be more or less disgruntled. As a customer, you’re constantly assured that when products make it to market, they’re of the highest possible quality, and you tend to avoid brands that have failed to live up to your expectations or to producers’ claims.
But what is quality? According to the American Society for Quality, the term quality refers to “the characteristics of a product or service that bear on its ability to satisfy stated or implied needs.”[14] When you buy a mobile phone, you expect it to be able to easily connect and communicate. When you go to a drive-through window, you expect to be served in a reasonable amount of time. If your expectations are not met, you’ll conclude that you’re the victim of poor quality.
Quality Management
Total quality management (TQM), or quality assurance, includes all the steps that a company takes to ensure that its goods or services are of sufficiently high quality to meet customers’ needs. Generally speaking, a company adheres to TQM principles by focusing on three tasks:
- customer satisfaction;
- employee involvement; and
- continuous improvement.
Let’s take a closer look at these three principles.
1. Customer Satisfaction
Companies that are committed to TQM understand that the purpose of a business is to generate a profit through customer satisfaction. Thus, they let their customers define quality by identifying desirable product features and then offering them. They encourage customers to tell them how to offer services that work the right way.
Armed with this knowledge, they take steps to make sure that providing quality is a factor in every facet of their operations — from design, to product planning and control, to sales and service. To get feedback on how well they’re doing, many companies routinely use surveys and other methods to monitor customer satisfaction. By tracking the results of feedback over time, they can see where they need to improve.
2. Employee Involvement
Successful TQM requires that everyone in the organization, not simply upper-level management, commits to satisfying the customer. When customers wait too long at a drive-through window, it’s the responsibility of a number of employees, not the manager alone. A mobile phone isn’t solely the responsibility of the manufacturer’s quality control department; it’s the responsibility of every employee involved in its design, production, and even shipping. To get everyone involved in the drive for quality assurance, managers must communicate the importance of quality to subordinates and motivate them to focus on customer satisfaction. Employees have to be properly trained not only to do their jobs but also to detect and correct quality problems.
In many companies, employees who perform similar jobs work as teams, sometimes called quality circles, to identify quality, efficiency, and other work-related problems, to propose solutions, and to work with management in implementing their recommendations.
3. Continuous Improvement
An integral part of TQM is continuous improvement: the commitment to making constant improvements in the design, production, and delivery of goods and services.
Improvements can almost always be made to increase efficiency, reduce costs, and improve customer service and satisfaction. Everyone in the organization is constantly on the lookout for ways to do things better.
Statistical Process Control
Companies can use a variety of tools to identify areas for improvement. A common approach in manufacturing is called statistical process control. This technique monitors production quality by testing a sample of output to see whether goods in process are being made according to predetermined specifications. An example of a statistical process control method is Six Sigma. A Six-Sigma process is one in which 99.99966% of all opportunities to perform an operation are free of defects. This percentage equates to only 3.4 defects per million opportunities.
Assume for a moment that you work for Kellogg’s, the maker of Raisin Bran cereal. You know that it’s the company’s goal to pack two scoops of raisins in every box of cereal.
How can you test to determine whether this goal is being met? You could use a statistical process control method called a sampling distribution. On a periodic basis, you would take a box of cereal off the production line and measure the amount of raisins in the box. Then you’d record that amount on a control chart designed to compare actual quantities of raisins with the desired quantity (two scoops). If your chart shows that several samples in a row are low on raisins, you’d take corrective action.
Outsourcing
PowerSki’s website states that “PowerSki International has been founded to bring a new watercraft, the PowerSki Jetboard, and the engine technology behind it, to market.”[15] That goal was reached in May 2003, when the firm emerged from a lengthy design period. Having already garnered praise for its innovative product, PowerSki was ready to begin mass-producing Jetboards. At this juncture, the management team made a strategic decision; rather than producing Jetboards in-house, they opted for outsourcing: having outside vendors manufacture the engines, fiberglass hulls, and associated parts. Assembly of the final product took place in a manufacturing facility owned by All American Power Sports in Moses Lake, Washington. This decision doesn’t mean that the company relinquished control over quality; in fact, every component that goes into the PowerSki Jetboard is manufactured to exact specifications set by PowerSki. One advantage of outsourcing its production function is that the management team can thereby devote its attention to refining its product design and designing future products.
Outsourcing in the Manufacturing Sector
Outsourcing has become an increasingly popular option among manufacturers. For one thing, few companies have either the expertise or the inclination to produce everything needed to make a product. Today, more firms, like PowerSki, want to specialize in the processes that they perform best — and outsource the rest. Like PowerSki, they also want to take advantage of outsourcing by linking up with suppliers located in regions with lower labour costs. Outsourcing can be local, regional, or even international, and companies can outsource everything from parts for their products, like automobile manufacturers do, to complete manufacturing of their products, like Nike and Apple do.
Outsourcing in the Service Sector
Outsourcing is by no means limited to the manufacturing sector. Service providers also outsource many of their non-core functions. Some universities, for instance, outsource functions such as food services, maintenance, bookstore sales, printing, grounds keeping, security, and even residence operations. For example, there are several firms, like RGIS, who offer inventory services. They will send a team to your company to count your inventory for you. As RGIS puts it, “Our teams deliver the hands-on help needed to complete a wide variety of retail projects of all sizes, allowing your team to keep customer service as the number one priority.”[16] Some software developers outsource portions of coding as a cost-saving measure. If you’ve ever had to get phone or chat assistance on your laptop, there’s a good chance you spoke with someone in an outsourced call centre. The centre itself may even have been located offshore. This kind of arrangement can present unique challenges in quality control as differences in accents and the use of slang words can sometimes inhibit understanding. Nevertheless, in this era of globalization, expect the trend towards outsourcing offshore to continue.
Comprehensive Check
- Describe the role of an operations manager in a manufacturing company and provide three key tasks for which they are responsible.
- Describe the decisions and activities of the operations manager in the production process.
- What is the meaning of the term production (or operations)?
- What are the characteristics that distinguish service operations from goods production, and what are the main differences in the service focus?
- Explain the connection between productivity and quality.
- Explain the concept of total quality management and describe some tools that companies can use to achieve it.
- Explain how technology has improved cost-efficiency in the production process. Use an example to demonstrate your understanding.
- Detail how a service operation differs from a manufacturing operation.
Key Takeaways
Important terms and concepts:
- Operations management oversees the process of transforming resources into goods and services.
- During production planning, managers determine how goods will be produced, where production will take place, and how manufacturing facilities will be laid out.
- In selecting the appropriate production process, managers consider three basic methods:
- make-to-order;
- mass production; and
- mass customization.
- In site selection for a company’s manufacturing operations, managers look for locations that minimize shipping costs, have an ample supply of skilled workers, provide a favorable community for workers and their families, offer resources at low cost, and have a favorable business climate.
- Commonly used inventory control methods include just-in-time (JIT) production, by which materials arrive just in time to enter the manufacturing process, and material requirements planning (MRP), a software tool to determine material needs.
Gantt and PERT charts are two common tools used by operations managers. - A Gantt chart helps operations managers determine the status of projects.
- PERT charts diagram the activities and time required and identify the critical path — the sequence of activities that will require the greatest amount of time.
- Service firms provide intangible products that are often customized to satisfy specific needs. Unlike manufactured goods, many services are bought and consumed at the same time.
- Estimating capacity needs for a service business is more difficult than for a manufacturer because service providers can’t store their services for later use.
- Many companies deliver quality goods and services by adhering to principles of total quality management (TQM).
- Outsourcing can save companies money by using lower cost, specialized labor, located domestically or abroad.
- Time. (2001, November 19). Best Inventions of 2001. https://content.time.com/time/specials/packages/article/0,28804,1936165_1936240_1936351,00.html ↵
- Hydroforce Group LLC (2012). Powerski Jetboards. http://www.powerski.com/content/psi_index ↵
- Janzen, N. (2017). The Decline in Manufacturing’s Share of Total Canadian Output – A Source of Concern? RBC Economics. http://www.rbc.com/economics/economic-reports/pdf/other-reports/Manufacturing%20Trends-Feb2017.pdf ↵
- Statistics Canada. Table 14-10-0023-01 Labour force characteristics by industry, annual (x 1,000). https://doi.org/10.25318/1410002301-eng ↵
- Hess, A. E. M. (2013, August 22). The 10 largest employers in America. USA Today. https://eu.usatoday.com/story/money/business/2013/08/22/ten-largest-employers/2680249/ ↵
- Restaurant Brands International Limited Partnership (2016). 2015 SEC Form 10-K Annual Report. https://s26.q4cdn.com/317237604/files/doc_financials/2016/ar/Restaurant-Brands-International-Limited-Partnership-2015-SEC-Form-10-K-An.pdf ↵
- Burger King. (n.d.). About Us. https://www.bk.com/about-bk ↵
- Information on Burger King was obtained from an interview with David Sell, former vice president of Central, Eastern, and Northern Europe divisions and president of Burger King France and Germany. ↵
- NPD (2012). Drive-Thru Windows Still Put the Fast in Fast Food Restaurants. Reports NPD. https://planning.lacity.org/eir/8150Sunset/References/4.E.%20Greenhouse%20Gas%20Emissions/GHG.41_NPD%20Fast%20Food.pdf ↵
- Carlzon, J. (1987). Moments of Truth. Cambridge, MA: Ballinger Publishing Company. ↵
- The Ritz-Carlton. (n.d.). Gold Standards. https://www.ritzcarlton.com/en/about/gold-standards ↵
- Kelso, A. (2020, July 11). Business lessons from the late founder of Chick-fil-A. QSRweb. https://www.qsrweb.com/articles/business-lessons-from-the-late-founder-of-chick-fil-a/ ↵
- Sheridan, M. (2021, February 5). 8 Reasons Why Chick-fil-A has the Best Business Model in America. Impact. https://www.impactplus.com/blog/reasons-chick-fil-best-business-model ↵
- American Society for Quality. (n.d.). Six Sigma Forum – Community Home. myASQ. https://my.asq.org/communities/home/35/ ↵
- Powerski (2005). About Powerski International. http://www.powerski.com/aboutpsi.htm ↵
- RGIS. (n.d.). Retail. https://www.rgis.com/retail ↵
Key terms appear throughout the chapter. When you click on them, a definition will pop up. If you are using a downloaded or printed format, check the glossary in the back of the book. Please make sure you can define them!
