58 Hazard Identification
Learning Objectives
By the end of this section, you should be able to:
List and describe process hazard analysis techniques
Apply the following process hazard analysis methods: what-if analysis, checklist/checklist combined with what-if analysis, fault-tree analysis
Interpret the following process hazard analysis methods: failure modes and effect analysis (FMEA)
PHA - Process Hazard Analysis
Two Major Categories:
PHAs are separated into two major categories:
- Non-scenario based methods - look at a process in general; effectiveness of the output depends largely on the expertise of the PHA team members.
- Scenario-based methods - used to predict accident scenarios; a lot more detailed and specific.
Before Starting PHA, Need:
- Extent of hazards - the strength or magnitude of the hazard (e.g the area affected by a flood, the strength of an earthquake described by the Richter Scale)
- Number of people potentially affected
- Age of process
- Operating history - process changes, failures, past incidents
Generally, PHA should be reviewed and to some extent and redone at least every 5 years
Preparing for PHA Meetings
- Selecting the team
Generally, we want diversity- Engineering and process operations expertise,
design, operations, maintenance…
One team member with process experience
One team member knowledgeable in PHA
methodology
- Develop schedule
- Gather and distribute information to be analyzed
- Assign meeting roles ( leader, scribe, etc.)
Before PHA
- Perform site walk-through
Observe layout, verify information, obtain mental picture
Key contacts at facility for background, questions, etc
The whole team should participate
- Verify key information in documents
Information Required for PHA
- PFDs with material balances
- Safety Data Sheets (SDS) for all relevant substances
- Relevant standards for construction or operation
e.g. American Society of Mechanical Engineers (ASME)
- Plant layout, equipment arrangement
- Equipment design bases - temperature and pressure that the equipment is designed for ( how much temperature/pressure the equipment can withstand)
- Operating procedures
- Relief valve, flare/scrubber systems
- Critical alarms and shutdown
- Previous incidents
What-if Analysis
What-if analysis is a scenario PHA method as it investigates specific problems and traces what would happen if they occur.
- Creates a list of "what-if" questions that could potentially lead to process failures and/or safety hazards
- Identifies problems but doesn't specify the likelihood
- Can include problems with regards to buildings, power systems, raw materials, products, storage, material handling, in-plant environment, operating procedures, work practices, management practices, plant security, etc.
Typical what-if questions:
What if the inlet stream is blocked?
What if the pipe leaks?
What if the temperature transmitter stops working?
What if the valve fails open / fails closed?
Note: when we are talking about valves, a common language we use is that the valve "fails open". It means the valve breaks down while it is open and does not close anymore when it should. Similarly, the valve "fails closed" means the valve fails when it is closed and will not open. - Results in a list of potential direct consequences that may occur and suggests mitigation methods (if needed)
Suppose we focus on the analysis of a reboiler to heat a recycled portion of the bottoms stream coming from a distillation column before it is sent back to the column:
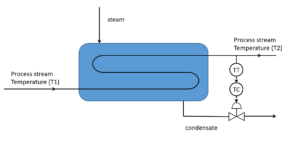
Example: Reboiler What-if Analysis
For the same reboiler system as describes previously and shown below, what is the most important consequences if the temperature transmitter stops working and keeps reporting a low temperature? What is a recommendation we can make to mitigate the most important consequence identified?
Solution
Identify the direct consequences:
If the temperature transmitter keeps reporting a low temperature, the valve will always be open to allow more steam to flow into the reboiler trying to heat up the process steam. This will cause the process steam to overheat, potentially leading to pressure build-up in the process stream.
Recommendations:
A pressure relief valve should be installed on the process stream in case of pressure build-up.
Exercise: Distillation Column What-if Analysis
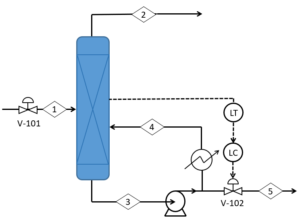
For the distillation column shown above, perform what-if analyses for the following questions:
a) What if stream 2 is blocked?
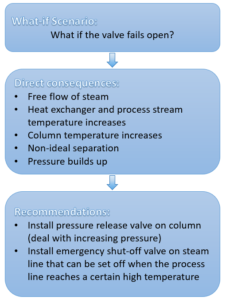
b) What if V-102 fails open?
Solution
If stream 2 is blocked:
If the stream is blocked, the outflow of the vapor component will be stopped. This will cause the pressure to build up in the distillation column.
A pressure relief valve should be installed in the distillation column to relieve any pressure build-up.
If V-102 fails open:
If V-102 fails open, it will cause free flow of the bottoms out of the distillation column. None of the bottoms will be vapourized by the reboiler and go back to the distillation column. This will affect the vapour-liquid equilibrium in the distillation column, decreasing the efficiency of separation.
Though low separation efficiency may cause operational troubles, there is no significant immediate safety hazard to the distillation unit if V-102 fails open. No specific recommendation is required.
Checklist analysis is a non-scenario PHA method as it suggests common safety issues to assess, thus it is not scenario specific.
A sample checklist can be seen below with items taken from a process safety management (PSM) auditing checklist from the U.S. Occupation Safety and Health Administration (OSHA). This sample is a session from the Auditing Checklist from OSHA under US department of Labour. You can click on the link to see the full checklist.
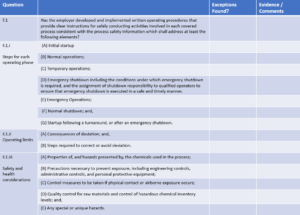
Checklist analysis typically is broken into three steps:
-
- Select and develop an appropriate checklist - There may be initial general checklists available. These are then tailored to the specific industry, plant, or process as required.
- Perform the checklist analysis - this may involve plant tours, document review, interviews with personnel, and equipment testing. Deficiencies are then compiled and recommendations to overcome these are discussed
- Document the results - The results of the checklist analysis will include the checklist used, deficiencies noted, recommendations, and justifications. These may have a timeline to act on the recommendations and be assigned to certain people for completion or review to ensure they are followed upon.
Checklists can be used at any point in the plant design and operation process, from initial design to operation to decommissioning (permanently shutting down a plant).
Checklists can be combined with what-if technique to enhance that technique. With this combined approach, during PHA you would go through a checklist first to help identify hazards and then apply what-if analysis (this would then be considered a scenario method).
Fault-tree Analysis
- Identifies relevant events and potential failure pathways leading to one particular incident
- Uses logic diagrams to express relations between initiating events and an incident
- Can be implemented for PHA analysis at any stage of a process from design to the end of life
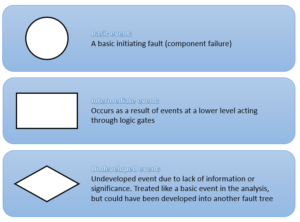
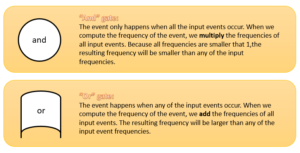
Below are common symbols used in fault-tree analysis logic diagrams:
Fault-tree Analysis
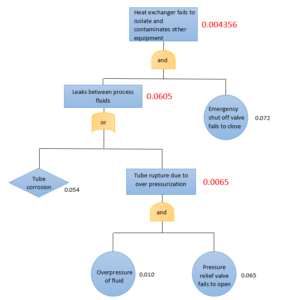
Calculate the frequencies of all the intermediate events for the given fault tree:

Solution
We start with the intermediate event that has known frequencies for all of its input events and work our way up.
Step 1: Calculate the frequency of "tube rupture due to over-pressurization":
The intermediate event is connected to the input events by an "and" gate, so we multiply the frequencies.
[latex]0.0010×0.065=0.0065[/latex]
Step 2: Calculate the frequency of "leaks between process fluids":
The intermediate event is connected to the input events by an "or" gate, so we add the frequencies.
[latex]0.054+0.0065=0.0605[/latex]
Step 3: Calculate the frequency of "heat exchanger fails to isolate and contaminates other equipment":
The intermediate event is connected to the input events by an "and" gate, so we multiply the frequencies.
[latex]0.0605×0.0702=0.004356[/latex]
So in general, the resulting frequencies are:
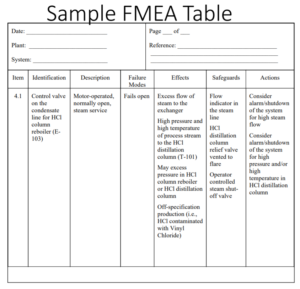
Failure Modes and Effect Analysis (FMEA)
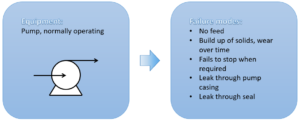
- Tabulation of plant equipment, failure modes (how the equipment can fail), and the effects of these failures
- Identify failure modes then analyze the result of these failures individually
Sample failure mode of an equipment:
- Not useful for a combination of failures (considers only failures in isolation)
- Can add criticality analysis to analyze the consequence of failure (this will analyze the severity of the effects of failure and the likelihood of occurrence)
- Need 2 or more experienced analysts to analyze equipment

Feedback/Errata