16 Tooling
Bandsaws are versatile, capable of a variety of cutting operations. Selecting the correct blades and maintaining them is key to the proper functioning of the machine. Band saw blades are defined by their grades of steel, tooth formation, tooth set, blade width, and teeth per inch.

Grades
Grades include carbon steel blades, bi-metal blades, and carbide tipped blades. Each blade is used differently depending on the materials involved in the cutting process. Bi-metal blades are made by welding spring steel for the back with high speed steel for the teeth. They are used for cutting metal, and are not usually found on wood cutting bandsaws. Carbon steel blades are commonly used for wood, and are available in two types, flex-back and hard-back.
Flex-back carbon steel blades are made from carbon steel with a flexible back that is suitable for absorbing contour (curve) cutting stresses. Only the teeth are heat-treated, with an unhardened flexible back that makes these blades more resistant to fatigue from the stress of curve cutting, resulting in longer blade life when used at high operating speed rates. They are recommended for softer materials. Hard-back blades have both hardened teeth and bands, making these blades ideal in situations where straighter cuts or heavier feed pressure are required, and are suitable for harder materials.
Carbide blades have individual teeth welded to a tough backing band. They are used for cutting very hard and tough materials. The cost of these blades is significantly higher than for other types of bandsaw blades, and for woodworking are a specialty type. They are excellent for resawing thin, wide solid wood veneers, and several manufacturers make a carbide blade for this purpose.
Tooth Formation
The three main types for tooth formation, or shape are regular, skip, and hook.
Regular-tooth formation
Band saw blades with regular teeth are used for straight and curved cuts in woods and most ferrous and hard non-ferrous metals. These blades have teeth that are proportionally spaced, and can be considered suited for general-purpose cutting and contour sawing. Regular blades are ideal for cutting thin materials with a fine finish.

Skip-tooth formation
Skip tooth blades have widely spaced teeth at a 0 degree rake angle to prevent clogging when cutting soft wood. A 0° rake angle is also preferred in resawing applications.. It is similar to the standard tooth style but with less teeth (every other tooth being removed).

Hook-tooth formation
The hook-tooth blade is best for fast cutting. The large, rounded gullets are capable of fast chip removal. Thin materials should not be cut with this tooth style due to the wide spacing of the teeth.
Hook tooth blades have a deeper gullet, and a positive 10 degree rake angle; the forward slope of the tooth requires less downward pressure to cut. This helps the blade to feed into the material more aggressively. The result is faster cutting rates with fast chip removal. Hook tooth blades are commonly used for long cuts in thicker wood.

Hook- and skip-tooth types are available in 3 to 6 teeth per inch. Regular-tooth styles range from 6 to 32 teeth per inch. The number of teeth per inch affects the cutting speed of a band saw and the size of stock it is best suited to cut. Blades with a large number of teeth per inch are able to cut small, thin pieces of materials but are slow for cutting large sections. Blades with few teeth per inch cut faster but are too coarse for cutting thin sections of materials.
Tooth set
Set is defined as the left and right positioning of the teeth to provide a wider cut than the thickness of the blade. The wide cut provides clearance for the blade within the cut, preventing binding and overheating. An appropriate set provides a balance between sawdust and air in the space between the body of the saw blade and the material it is cutting. A good appropriate set is about 80/20, with 80% sawdust and 20% air being ejected. Too much set results in too much air and not enough sawdust and can leave tooth marks. Too little set restricts the airflow and limits the blade’s ability to pull sawdust out of the cut. This results in packed sawdust in the kerf and leads to premature blade breakage.
There are two types of tooth sets available, the raker set and the wavy set.
Raker or Regular Set
Raker set consists of a repetitive pattern with one tooth set to the right, the next to the left, and the third (called the raker tooth) without a set. Hook- and skip-tooth blades have raker set teeth.

Wavy Set
A wavy tooth set has groups of teeth set left and right, separated by unset raker teeth. Wavy set blades are made primarily with the small teeth recommended for cutting thinner metals. They are not common as a wood cutting blade, but are used occasionally for very fine cutting blades.

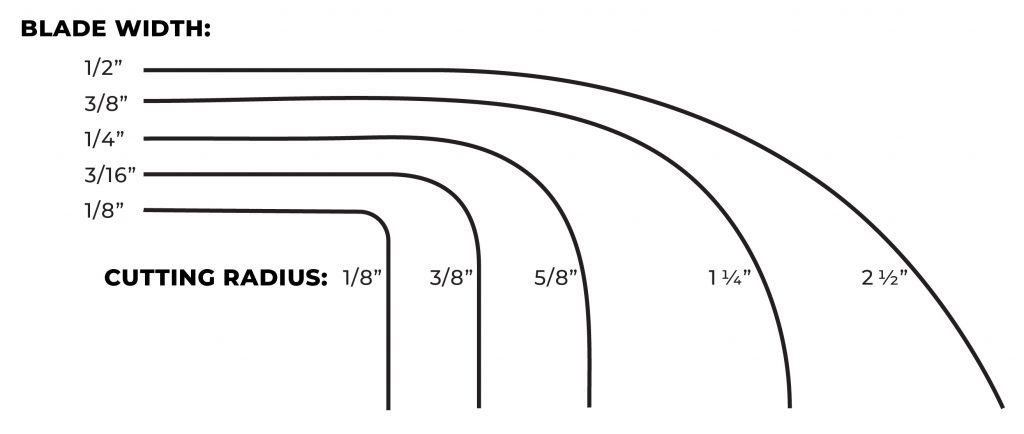
Blade width
Band saw blades are available in widths ranging from 3/16″ / 5 mm in. to 1 1/4″ / 32mm The narrower blades are able to cut curves of a smaller radius than are the wider blades. Wide blades are used for straight cuts, including resawing operations. Refer to the chart to determine the correct blade width. You will want to select the widest blade that can still make the curve cut you require. In general, 3/16″ / 5 mm widths are used for tight curves, 3/8″ / 10 mm for multi-use, and a minimum of 1/2″ / 12 mm for resawing and larger curves.
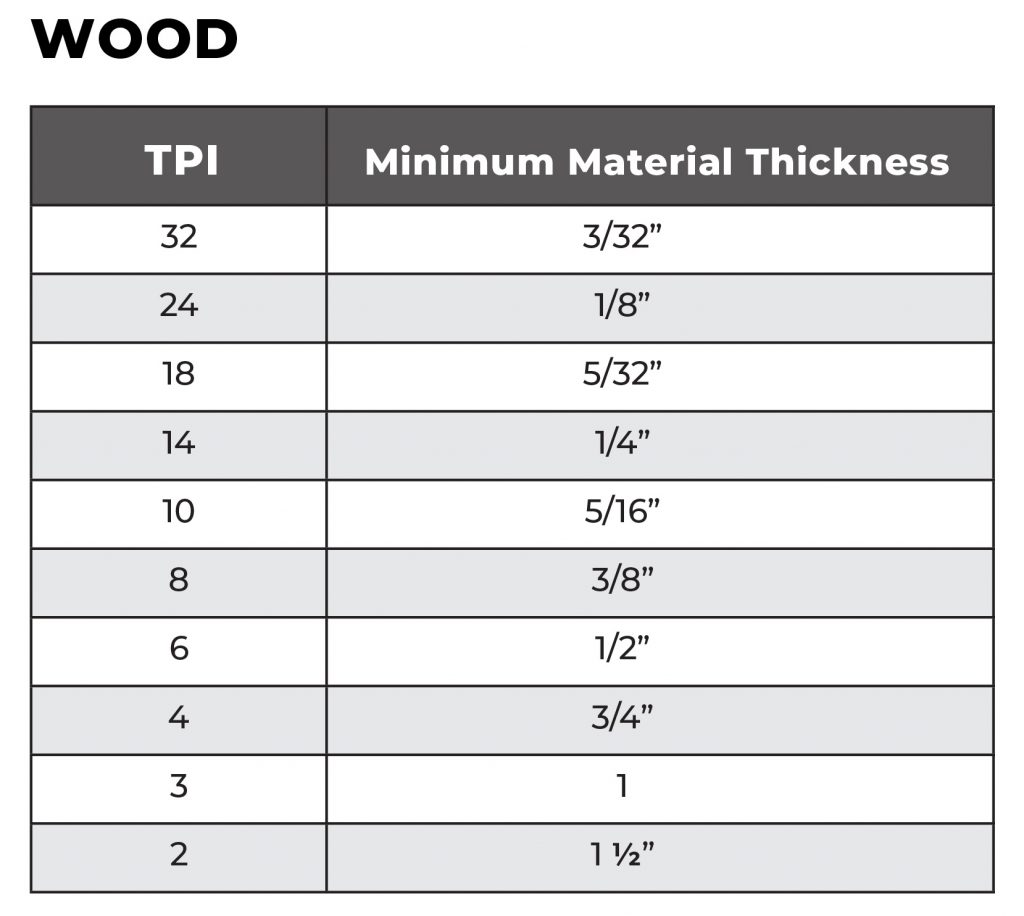
Number of teeth
The number of teeth on a bandsaw blade are counted per inch of blade, and is referred to as teeth per inch or TPI. In general, a 10-20 TPI blade is used for smooth cutting, a 6-10 TPI blade is used for general purpose uses, and a 2-3 TPI is used for quick cutting, especially ripping.
Blades with fewer TPI (more space between the teeth) can cut faster, are a good choice for thicker materials, softer wood and wet wood. Blades with more TPI cut smoother, are better suited to thin materials, harder and drier woods.
The rounded gap, cut into the blade plate, between the teeth. This gap is intended to bring waste, such as sawdust and chips, away from clogging the blade
